Satake Corporation is involved in the development, manufacturing and marketing of sophisticated food processing equipment for shipment to customers around the world. The Vision Systems Operation Group is a technology leader in optical sorting systems for applications where traditional methods of mechanical separation cannot give the required speed and accuracy.
Satake understands how important food safety is, and today – over 80 years after we first introduced the electronic color sorter – it is still at the core of our company values. Satake machinery uses precise electronic color and shape inspection to increase the quality of product to meet the continuously increasing demand of today’s consumer.
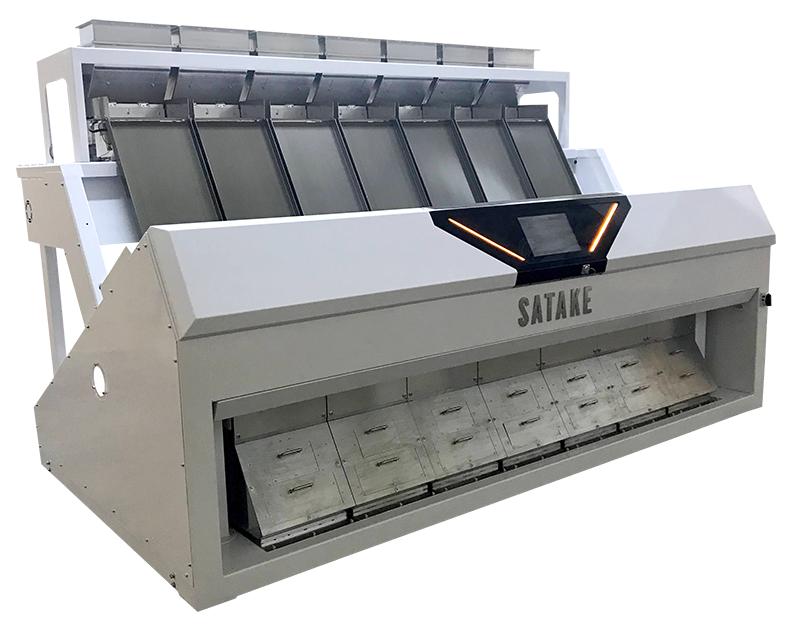
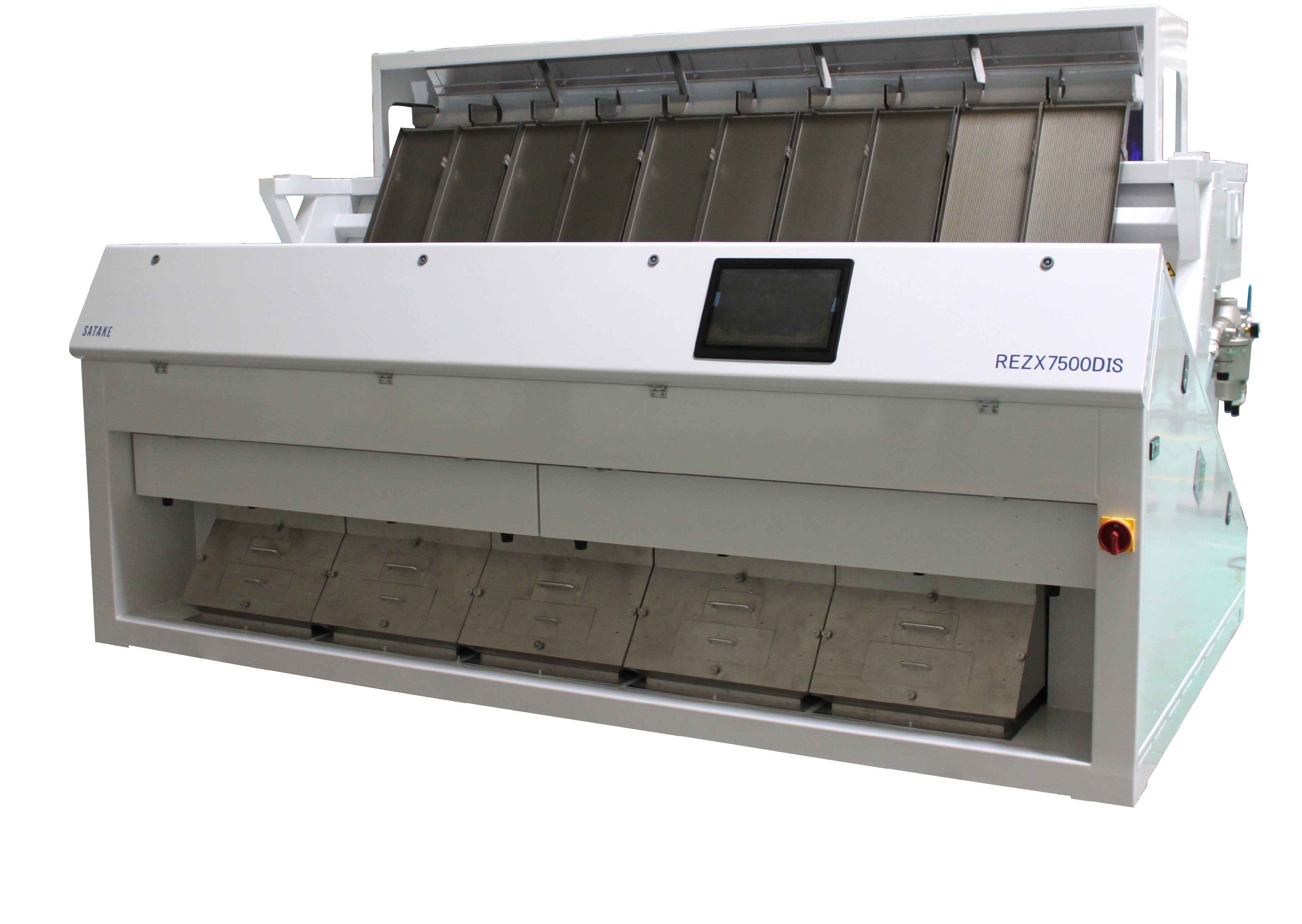
Each of our current machines; the EVOLUTION, FMS2000, RGBR, BELTUZA, the plastic PELLET SORTER, and the RNEZX 4500-7500 and RNEZS 2500 (“EZ” series) Nirami , Ezer , Beltuza Spectra are tailored to specific markets based on capacity, cost, and machine dimensions – among other unique features. These sorters are proven in many industries in monochromatic, bichromatic, trichromatic, and full color applications in both visible and infrared wavelengths.
The wide range of sorting technologies enables Satake to use the individual features of each machine to get the highest efficiency and performance for each product sorted and other processing requirements. The tailored approach provides a customized solution to your process, rather than a “one machine fits all” compromise.